お問い合わせ・見積もり依頼はこちら
XDL Machinery では、高品質な鋳鉄鋳造と精密加工のための革新的なソリューションを提供することに長けています。金型設計と先進的な鋳造技術における専門知識を持ち、各クライアントの独自のニーズに合わせたコスト効率の高いソリューションを提供しています。以下に、当社の主な能力の簡単な概要を示します。
当社では、型の設計、製造、サンプル検証のプロセスにおいて精度を確保しています。先進的な CAD ソフトウェアや CNC 加工、3D プリンティングなどの最新技術を使用し、お客様の仕様に合わせた高精度の型を作成します。その後、寸法精度、表面仕上がり、全体的な品質について徹底的な試験を行うことで試作品を検証します。この反復改良を重ねることで、すべての型が完璧に改良され、最終的な鉄鋳物が最高水準の性能と信頼性を満たすことが保証されます。

詳細な材料データについては、 材料グレード を参照してください
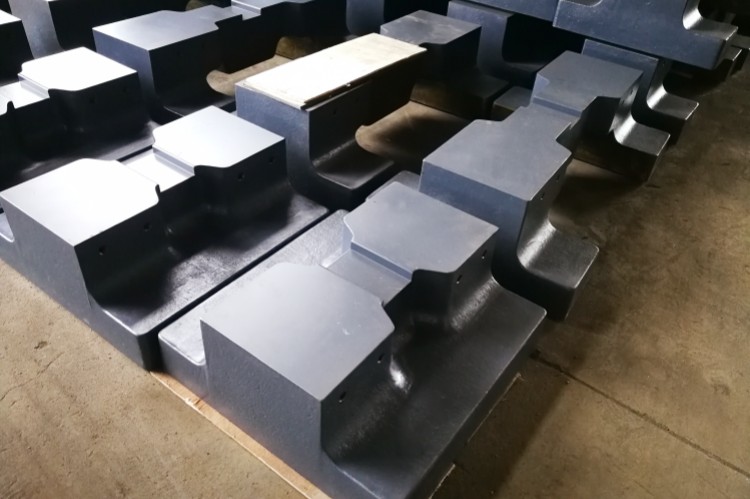
高品質の鉄鋳物を提供するため、我々は以下の主な鋳造工程を活用しています:
樹脂砂鋳造
樹脂結合砂を使用した鋳型で、中~大ロット生産において高精度かつ優れた表面仕上げを実現します。
ロストフォーム鋳造
発泡スチロール製の模型を使用し、溶融金属注入時に気化させることで、複雑形状や薄肉鋳造に最適です。
シェルモールド鋳造
型の周囲に薄いセラミックシェルを形成することで、精密な鋳物を製造し、優れた表面仕上げと寸法精度を提供します。



我々は年間最大 16,000 トンの高品質な鉄鋳物を生産する能力を持っています。先進的な設備と経験豊富なチームにより、効率的かつ大規模な生産を実現し、安定した精度と納期を確保しています。

鋳造公差:
当社の鋳物はGB/T 6414-2017-DCTG11~13で規定された基準に準拠しています。
機械加工公差:
製品のサイズと複雑さにより、±0.01mm までの厳密な機械加工公差を提供しています。
達成可能な最高表面粗さ:
鋳物: Ra 25
機械加工表面粗さ: Ra 0.8
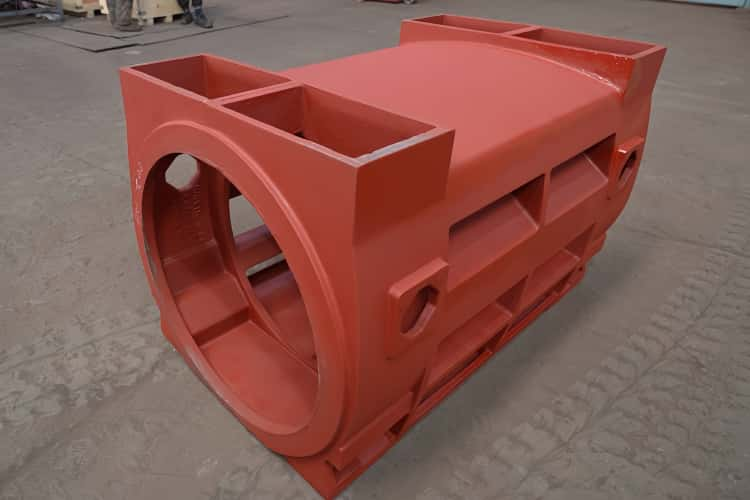
鋳物の機能性と外観向上のため、以下の表面処理を提供しております:



















XDL Machineryでは、業界最高水準に達する優れた品質の鉄鋳物を提供することに専念しています。当社の品質保証(QA)プロセスは、鋳造全工程を通じて精度、一貫性、信頼性を確保するように設計されています。先進的な技術と厳格な検査を実施することで、各プロジェクトの具体的なニーズに応え、すべての鋳物の耐久性と性能を保証しています。当社の包括的な QA プロセスには以下が含まれます:
当社は、国際的に認められた品質管理基準を遵守することを保証する、有効な ISO 9001 認証を保有する鋳造工場のみと提携しています。さらに、提携先の鋳造工場に対して徹底的な年次監査を実施し、その遵守状況を確認し、生産工程を継続的に評価しています。
専門的な型設計、製造の長年の経験により、あらゆる鋳造プロジェクトが最高レベルの精度から始まることを保証できます。先進的な CAD ソフトウェアや、CNC 加工、3D プリンティングなどの先端技術を活用して、専門チームがお客様の仕様に合わせた正確で耐久性のある型を作成します。量産前には、サンプル鋳造を通じて各型を検証し、寸法精度、表面仕上げ、全体的な品質について徹底的な検査を実施します。
鋳込み前に炭素-ケイ素分析装置を使用して溶融金属の特性を評価します。この工程では、温度、組成、化学バランスなどの重要な要素を検査し、最終製品の収縮、気孔、介在物などの欠陥が発生するのを防ぎます。先端技術と分析方法を駆使することで、溶融金属が精密な仕様を満たしていることを確認し、鋳造品の構造的完全性と性能を最適化しています。

金属組織検査(球状化率検査を含む)を実施することで、鋳造物の微細組織と均一性を評価し、最高品質を保証しています。この検査により、鋳鉄中の黒鉛の分布を確認することができ、材料の強度、切削加工性、および総合的な性能を最適化する上で重要です。

分光分析装置を使用して、試験片の化学組成を精密に分析し、規定の材料要件を満たしていることを確認しています。


試験片に対して包括的な機械的特性試験を実施することで、わが社の鋳鉄製品が必要な性能基準を満たしていることを確認しています。さまざまな先進的な試験方法を活用することで、すべての鋳造物の完全性と信頼性を保証しています:
XDL Machineryでは、さまざまな精密な寸法検査方法を活用し、すべての鋳造物が必要な仕様と公差を満たしていることを確認しています。当社の徹底的な検査プロセスには、先進的なデジタル機器と伝統的な測定ツールの両方が含まれており、各製品の寸法について正確かつ包括的な評価を提供しています。これらのツールには、Faro ポータブル測定アーム、ノギス、マイクロメーター、ダイヤルゲージ、ねじゲージなどがあります。

我々の鋳造物が厳しい品質基準を満たしていることを保証するため、お客様の仕様に従ってさまざまな圧力試験を実施しており、それには以下のものが含まれます:
気密試験: 鋳造部品の潜在的な漏れや隙間を検出するために気密試験を実施しています。これは、バルブ、配管、密封ハウジングなど、空気漏れなく圧力を維持する必要がある部品にとって特に重要です。この試験により、鋳造品が性能を損なうことなく空気圧に耐えることができるかどうかを確認します。
水密試験: 気密試験と同様に、水密試験は鋳造品の水漏れ防止性能を評価するために実施されます。この試験は、ポンプ、タンク、油圧システムなど流体が関わる用途において極めて重要であり、最適な作動を保証するために水密性が不可欠です。

鋳鉄製品の構造的完全性と信頼性を確保するため、XDL Machineryでは、浸透探傷試験(PT)、磁粉探傷試験(MT)、超音波探傷試験(UT)を含むさまざまな非破壊検査(NDT)方法を採用しています。これらの方法により、鋳造品を損傷することなく内部および表面の欠陥を検出することができます。
浸透探傷試験(PT): 表面の亀裂、気孔、その他の欠陥を特定するために PT を実施しています。この試験では、着色または蛍光浸透料を表面に塗布し、浸透液の染み出しを観察することで、完璧な表面仕上がりを確保しています。
磁粉探傷試験(MT): 強磁性材料に対しては、MT を実施して表面および表面下の欠陥を検出します。鋳造品に磁界を印加し、微細な磁粉を用いて、鋳造品の強度に影響を与える可能性のある亀裂や不連続部を特定することができます。
超音波探傷試験(UT): 内部の空洞、亀裂、気孔などの欠陥検出にUTを実施。高周波の超音波を材料に通し、反射波の乱れを解析することで、鋳造品の内部構造を詳細に評価します。

XDL Machineryでは、生産するすべての鋳鉄製品について、トレーサビリティと包括的な文書管理を確保しています。各鋳造物には固有のシリアル番号が割り当てられ、製品に刻印、スタンプ、またはレーザー刻印により付与されています。このシリアル番号により、各鋳造物を特定の生産ロットに追溯することが可能となり、製品ライフサイクル全体にわたる完全な履歴追跡を可能にしています。
また、各プロジェクトについて、ミルシート、検査報告書、第三者検査報告書などの詳細な文書を保管しています。これにより完全な透明性が確保され、お客様に対して鋳造品の品質と規制遵守を確認するために必要な記録を提供することができ、一貫した信頼性の高い性能への取り組みを強化しています。
XDL Machineryでは、材料選定から最終検査までの厳格な品質保証プロセスにより、すべての鋳鉄製品が最高水準の精度、耐久性、性能を満たすことを保証しています。先進的な検査技術と専門家による品質管理により、常に最高水準の信頼性を備えた製品をお届けしています。
| 中国 | 米国 | 日本 | 英国 | ドイツ | ISO |
|---|---|---|---|---|---|
|
GB/T 9439 |
ASTM A48 |
JIS G5501 |
BS 1452 |
DIN 1691 |
ISO 185 |
|
HT350 |
Class60 |
FC350 |
Grade350 |
GG35 |
JL350 |
|
HT300 |
Class50 |
FC300 |
Grade300 |
GG30 |
JL300 |
|
HT250 |
Class40 |
FC250 |
Grade250 |
GG25 |
JL250 |
|
HT200 |
Class30 |
FC200 |
Grade200 |
GG20 |
JL200 |
|
HT150 |
Class20 |
FC150 |
Grade150 |
GG15 |
JL150 |
|
HT100 |
Class10 |
– |
– |
GG10 |
JL100 |
| 中国 | 米国 | 日本 | 英国 | ドイツ | ISO |
|---|---|---|---|---|---|
|
GB/T 1348 |
ASTM A536 |
JIS G5502 |
BS EN 1563 |
DIN 1693 |
ISO 1083 |
|
QT400-18 |
60-40-18 |
FCD400-18 |
EN-GJS-400-18 |
GGG40 |
GS-400-18 |
|
QT450-10 |
65-45-12 |
FCD450-10 |
EN-GJS-450-10 |
– |
GS-450-10 |
|
QT500-7 |
70-50-05 |
FCD500-7 |
EN-GJS-500-7 |
GGG50 |
GS-500-7 |
|
QT600-3 |
80-60-03 |
FCD600-3 |
EN-GJS-600-3 |
GGG60 |
GS-600-3 |
|
QT700-2 |
100-70-3 |
FCD700-2 |
EN-GJS-700-2 |
GGG70 |
GS-700-2 |
|
QT800-2 |
120-90-02 |
FCD800-2 |
EN-GJS-800-2 |
GGG80 |
GS-800-2 |
我々は幅広い産業にサービスを提供する豊富な経験があり、それぞれの独自要件に合わせた高品質な鋳鉄製品を提供しています。我々の製品は以下の業界のリーダー会社よりご信頼を賜っております:
A: 主な鋳造方法は以下の通りです:
樹脂砂造型法
ロストフォーム造型
A: 当社で最も一般的な鋳造材料とグレードは以下の通りです
A: 金型の寿命は製品によって異なります。通常の寿命は以下の通りです:
A: 製品のサイズと複雑さによりますが、通常 1~3 ヶ月かかります。
A: 鋳造工場で製品の生産を開始する前に、「鋳造工程の開発」を行うことが不可欠です。これは製品品質と生産効率を確保する上で極めて重要です。鋳造工程の開発プロセスには、通常以下の主なステップが含まれます:
A: 一般的な鋳造欠陥とその防止方法は以下の通りです:
• スラグ混入: 溶融金属中のスラグが鋳物内に閉じ込められ、欠陥を引き起こします。
◦ 解決策:ゲートシステムにセラミックフィルターを設置し、金属を金型に注ぐ前にスラグと不純物を効果的にろ過することで、スラグ混入を防止します。
• 砂混入: 金型からの砂粒子が鋳物に埋め込まれ、表面欠陥を生じます。
◦ 解決策:金型と中子が適切に清掃されていることを確認することで、砂混入のリスクを最小限に抑えます。金型を閉じる際には、砂中子を引っ掻いたり損傷させたりしないでください。注湯前には、湯口系と金型を徹底的に清掃し、緩んだ砂や破片を除去してください。
• 気孔: 閉じ込められた空気やガスにより、鋳物内部に気泡や空隙が形成されます。
◦ 解決策:気孔を減少させるために、炉内材料の品質を管理し、中子の十分な乾燥を確保し、合理的なゲートシステム設計により防止。ガスが逃げることができるように、鋳物の構造に応じて鋳込み温度と排気計画を調整します。
• 収縮巣: 金属の冷却時の収縮により形成される大きな空洞で、最後に固化する部分に発生し、大きな空洞を残すことが多いです。
◦ 解決策:収縮巣を防ぐために、溶融金属に適切な化学成分を使用し、鋳込み温度を制御し、ゲートおよび押し湯システムを最適化します。適切な給湯システムにより、最後に固化する部分まで金属が行き渡り、空洞の形成が防止されます。
• 縮鬆: 縮鬆とは、鋳物の冷却・凝固過程で金属が収縮することにより、鋳物全体に形成される小さな空隙を指します。収縮巣とは異なり、より小さな気孔が内部に分散する特徴があります。
◦ 解決策:鋳込み温度の調整と適切な合金成分を使用して均一な凝固を促進することで、収縮巣を防止します。押し湯と給湯口を適切に配置し、金属が冷却中に継続的に供給されるようにすることで、空隙発生を防止します。
• 粗鬆組織: 粗鬆組織とは、不規則な凝固過程によって引き起こされる内部の多孔質状態の一種です。これにより、鋳物内部に強度が低いまたは多孔質の領域が生まれ、強度と密度が低下します。
◦ 解決策:粗鬆組織を軽減するためには、鋳込み温度と凝固速度を適切に制御します。合理的に設計されたゲートシステムにより、金属が金型内に均一に充填されるようにし、同時に適切な金型材質を使用することで、冷却と凝固を調整し、多孔質化を防止します。
• 冷隔: 溶融金属の 2 つの流れが合流するものの、適切に融合しないことで発生し、鋳物に強度が低い部分や不完全な部分が残ります。
◦ 解決策: 合理的なゲートシステムを採用し、材料と肉厚の要件に基づいて鋳込み温度を調整することで、金属の流れが適切に融合するようにします。
• 湯不足: 金型への充填が不適切であることにより、材料が欠けたり、部分的に成形されなかったりする現象です。
◦ 解決策: 鋳造前には、金型の健全性を確認し、欠陥がないことを保証します。砂を適切に圧縮し、金型の強度を確保します。組み立て前には、中子に過剰な砂や異物がないか注意深く確認します。適切な注湯速度を確保し、箱詰め、清掃、研磨の過程で金型が損傷するのを避け、鋳物への物理的な衝撃を防止します。
• 型膨れ: 金型材材料が水分や熱膨張によって膨らみ、鋳物の形状が歪む可能性があります。
◦ 解決策: 鋳物の寸法に応じて適切な砂箱のサイズを選択し、箱の強度を確保するために適切な厚さの鋼板を選択し、砂をしっかりと圧縮して金型の健全性を維持します。金型を組み立てた後は、すべての締結具がしっかりと締められていることを確認し、膨張を防止します。
• 砂焼け付き: 砂が鋳物の表面に付着し、表面が粗くなったり汚染されたりする欠陥です。
◦ 解決策:砂の付着しやすい部位では中子を適切に圧縮するようにします。高品質の耐火材料を使用し、コーティングを注意深く施して均一に覆われるようにします。適切なコーティングの厚さを確保し、過剰なスプレーを避けます。
• 変形: 不均一な冷却や不適切な取り扱いによる内部応力のため、鋳物に歪みが生じる場合があります。
◦ 解決策:鋳造前に金型の変形を確認します。金型のベースが地面と完全に接触していることを確認し、クサビを使用して固定します。樹脂砂の硬化時間を厳密に管理し、地面と適切に接触させて浮いた部分がないようにします。さまざまな鋳物に推奨される箱組み時間に従って、歪みを防止します。
• 湯回り不良: 鋳物に十分な溶融金属が供給されず、充填が不完全になる欠陥です。
◦ 解決策:ゲートシステムを設計する際に製品の重量を考慮し、適切な鋳込み温度と速度を選択します。金型への充填後は、収縮を補うために追加の溶融金属を加え、金型への金属の完全な流れを維持するようにします。
A:鋳物の標準的な公差は、鋳造方法、部品サイズ、および精度要件によって異なります。XDL では、ISO 8062-3(中国の相当基準は GB/T 6414)に準拠し、鋳物の公差範囲は DCTG11 から DCTG13 となります。
A: はい,
A: 以下の表面処理を提供できます:
A: はい、弊社は金型の設計と製造能力を有しています。通常、アルミニウム合金または木型を提供しています。実際の要求に応じて、FRP(ガラス繊維強化プラスチック)および PVC 型も製造することができます。
ご相談・お見積りは、ぜひ当社までお問い合わせください!
You will get our reply within 24 hours!
Attention to emails with sales@xdlmachinery.com.
You can find high-quality and cost-effective products from China here.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}